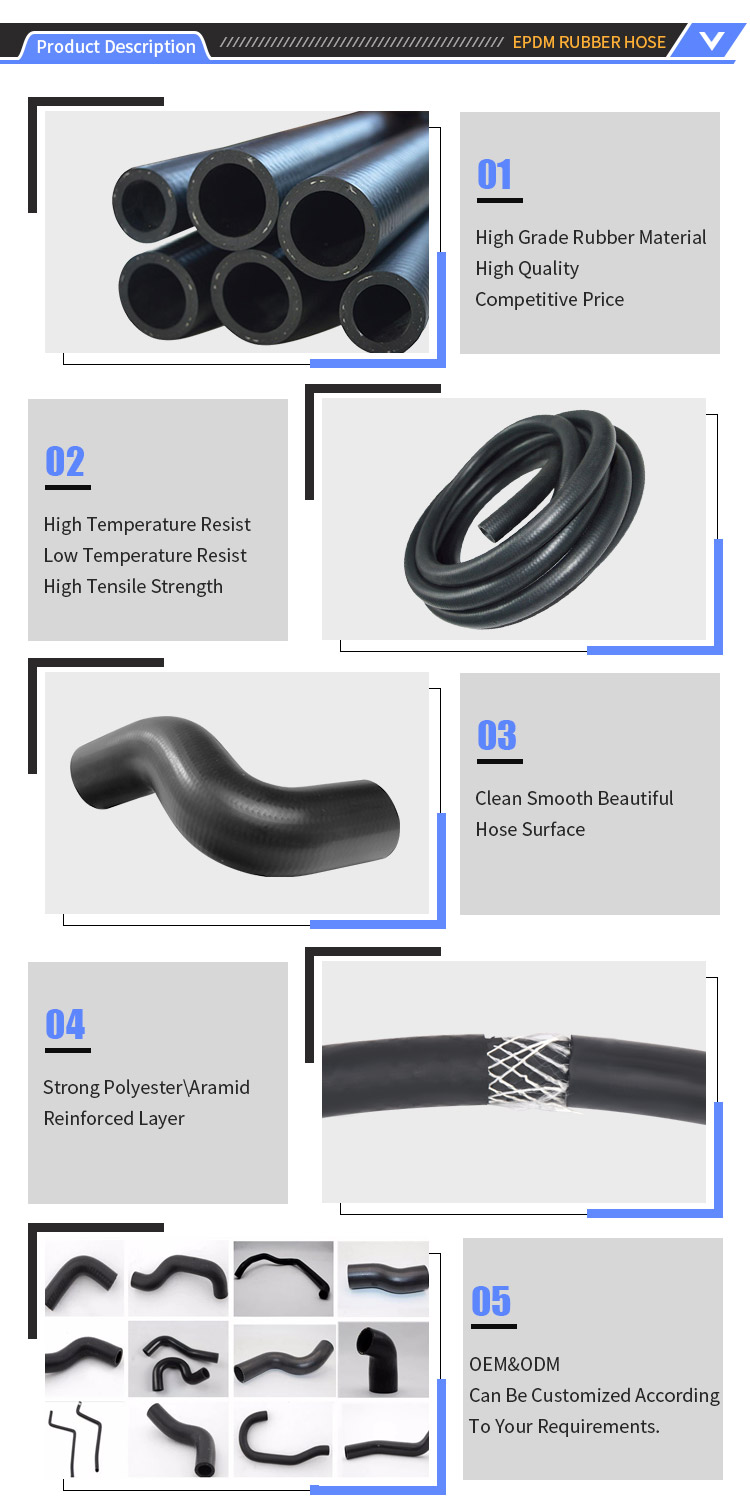
Изготовленное на заказ оптовое производство резинового резинового 4-слойного шланга радиатора Epdm для тормозной жидкости








Как делается силиконовый шланг
Силиконовые трубки имеют большое применение в жизни.Наиболее распространенные области применения включают медицинские силиконовые трубки, силиконовые трубки для сосок для детских бутылочек, устойчивые к коррозии силиконовые трубки, силиконовые трубки для диспенсеров для воды и т. д. Видно, что силиконовые трубки незаменимы в жизни.Итак, учитывая множество применений силиконовых трубок, знаете ли вы, каков процесс производства силиконовых трубок?Знаете ли вы конкретные знания процесса?Дайте мне знать об этом вместе со мной~
Процесс экструзионного производства силиконового шланга:
1. Смешивание резины: сырье для резиновой смеси смешивается в двухцилиндровом смесителе для резины с двойным 24 или платиновым вулканизирующим агентом или маточной смесью силикагеля, а затем прессуется в слой силиконового экструзионного материала одинаковой толщины.
2. Экструзионное формование: установите форму на головку силиконового экструдера.Разделите рафинированную резину на формы одинакового размера и длины, чтобы было удобно подавать материал из входного отверстия экструдера.Затем пропустите материал через силиконовый экструдер, выдавите формованный, но очень мягкий силиконовый шланг, поместите силиконовый шланг в сушильный туннель длиной 8 метров и вулканизируйте при высокой температуре.Силиконовый шланг, который выходит через сушильный туннель, можно оставить полуфабрикатом, а затем обернуть его.
3. Высокотемпературная вулканизация: поместите намотанный силиконовый шланг в духовку, обычный силикон - 180 градусов, газовый силиконовый шланг - 200 градусов, высокая температура - на 2 часа, выполните вторичную вулканизацию, чтобы удалить запах силиконового шланга, предотвратить расплывание и изменить желтый.
4. Выполните последующую обработку: остальное - выполнение последующей обработки, такой как резка или склеивание в соответствии с длиной, необходимой заказчику.Затем упакуйте и отправьте клиентам по мере необходимости.











Категории товаров
-

Автопроизводитель резиновых шлангов Epdm Epdm Ru...
-

Высокое качество по хорошей цене по индивидуальному заказу...
-

Заводские цены могут быть настроены для различных...
-

Высокопрочный гибкий индивидуальный охладитель воздуха ...
-

Китай Производство высокопрочных гибких 4-слойных ...
-

Гидравлический радиатор с оплеткой из резинового шланга EPDM Coo...





